Efter ett tag dök det upp en paket med några bronsbitar som är de gjutna delarna till maskinen, övriga bitar får man göra från eget material. Vid närmare studium av instruktionerna visade det sig att maskinen jag köpt var Mk 1 och det fanns en uppdaterad Mk 2 med byggbeskrivning av J P Bertinat som var konstruktören av maskinen. Jag följer Mk 2 versionen.
12-07-29 - "Börja med Cylindern"
Stod det så det gjorde jag. Den ska planas av på cylinderns gavlar och det som ska bli ventilytan, därefter ska cylinderloppet borras/svarvas ur så att det är vinkelrätt mot gavlarna. Med lite noggrannhet var det inga problem och dit har vi hunnit när följande bild blev tagen.
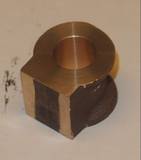
Bild 1: Cylinderns gavlar, lopp och ventilyta bearbetade enligt instruktionen.
Kommen så här långt så är det dags att jämna till flänsarnas rundning så att locken på gavlarna ansluter jämnt och snyggt till cylindern. Det tänkte jag göra genom att sätta cylindern på ett litet hjälpverktyg - ett "torn" - som fungerar som axel och med en fräs av lämplig storlek se till att flänsarna är alldeles jämnt avrundade mot cylinderloppet. Tornet en underliggande bricka samt en fästbricka ser ut som nedan.


Bild 2 och 3: Jiggen för avrundning av cylinderflänsarna.
Brickan träs på tornet, sedan cylindern, och sist den tjockare fästbrickan. Därefter fästs det hela på fräsbordet för kommande arbete. Hela paketet ser då ut som följer.

Bild 4: Jigg och arbete klara för uppsättning i fräsen.
Cylindern kan rotera lätt på "tornet"/axeln men inte kunna "kliva av" under arbetet. Nästa steg är att montera paketet på fräsbordet och arrangera ett stopp som hindrar cylindern att slå av fräsen om jag skulle tappa taget.
12-07-30 - Fräst flänsarna
Fick några minuter över lagom för att hinna fräsa båda flänsarna till rätt dimension. Satte upp det hela i fräsen som jag tänkt, se bild 5 nedan.

Bild 5: Cylindern uppsatt i fräsen för fräsning av flänsarna.
Detta fungerade alldeles utmärkt men krävde försiktighet för att inte tappa taget och råka knäcka fräsen. Slutresultatet blev bra även om det blev några små bitar kvar, men de är lätta att justera med en fil i efterhand. Blir till och med lättare att få rundningen att löpa in snyggt mot ventilhusets sida.

Bild 6: Flänsarna snyggt rundfrästa och centrerade mot cylinderloppet.
Så långt allt gott, men nästa moment innebär att cylindern ska sättas upp på svarvens planskiva med hjälp av en vinkel - som jag inte har, suck.
Dags för första utvikningen alltså, att tillverka en lämplig vinkelhylla för den här sortens jobb.
2012-08-14 - Jobbet fortsätter ...
Efter att omvägen via vinkelhylletillverkning var avklarad satte jag upp cylindern för att släta till ventilsidan. Cylindern monterad på vinkelhyllan som sedan monterats på C3-ans planskiva. En motvikt för mindre obalans och så igång.

Bild /: Cylindern klar för avsvarvning.
I början funkade det bra, men vid tredje skäret skr stålet in i cylindern och alltihop vred sig. Snabbt stopp för att bedöma hur stor skada det blev. Tack och lov inte mycket, i alla fall inte värre än att det skulle gå att fixa.
Satte nu istället upp cylindern i 4-backschucken, något jag gjort tidigare och som då funkat bra. Bara att komma ihåg att inte dra åt backarna för hårt då bronset är relativt mjukt och lätt att skada.

Bild 8: Cylindern uppsatt i fyrbackschucken
Det här gick lite bättre men jag lyckades inte få cylindern helt perfekt så framsidan blev en aning sned. Hur mycket det kommer att påverka fortsättningen får jag se, men förhoppningsvis ska det inte göra så mycket.
2012-08-30 - Dags för ändlocken
Som sagt, dags för ändlocken. Det övre locket med sin kupol är tänkt att ge lite plats för fästskruven för kolven och därför är ändlockets insida urborrat en liten bit. Naturligtvis skulle det vrånga sig när hålcirkeln skulle göras och dels klätrade borret ur dornmärket vid ett tillfälle och dels högg försänkaren fast i en hålkant vid ett annat tillfälle vilket i princip ruinerade det första topplocket.
Ett nytt topplock har sedan tillverkats av en lämplig mässingbit istället för i den brons som originalet var.

Bild 9: Det nytillverkade och det vargade topplocket.
Nästa lock, det på undersidan av den stående cylindern, är inte bara ändlock utan också det som bär cylindern och ska därför ha plats för de fyra benen samt också styrningen för kolvstången.
Naturligtvis skulle också det locket fåna sig och det gängade hålet för pack-boxen kring kolvstången blev snedgängat, suck. Nåväl, en ny mässingbit uppastt, denna gång i 4-backschucken för färdigbearbetning och gängning i en uppsättning. Då ska det inte bli fel i alla fall.
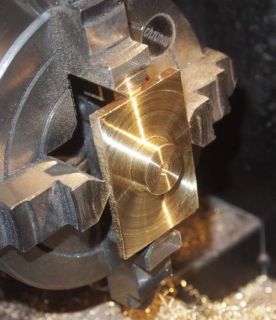
Bild 10: Bottenlocket i svarven i väntan på gängning.
När gängtapparna har anlänt ska hålet göras iordning både för kolvstång och för packbox. När det är klart så vänder jag biten och kan göra färdigt delen in mot cylindern. Avslutningsvis ska sedan ytterformen mallas av originalbiten så att det ser lika ut som tänkt.
Efter det här har jag inte hunnit värst mycket mer, får läsa nästa avsnitt i manualen.
2012-09-07 - Igång igen ...
Så har äntligen tappar och gängsnitt för Model Engineeringgängorna anlänt. Då gick det att göra färdigt det gängade hålet för packboxen i det undre locket. Eftersom jag gjorde det utan att ha flyttat på locket sean det svarvats till mått så kom allt i rätt läge med en gång. Hurra!

Bild 11: Undre locket färdiggängat.
Dags att färdigställa även andra sidan av locket, de sida som passar in locket i cylindern. Locket ska också bli en aning tunnare för att bli rätt i mått.
Bytte fyrbackchucken till spännhylschucken och satt upp locket i den istället för bästa precision.

Bild 12: Cylindersidan av locket klart.
På det här sättet blev allting rakt och rätt centrerat nästan med automatik och det fungerade så bra. Känns bra att ha löst det uppkomna problemet på ett hyfsat sätt.
Nu till mer instruktionsläsande innan jobbet går vidare.
2012-11-03
Så hade äntligen mer material kommit så att arbetet kunde gå vidare. Det blev att tillverka styrningen till kolvstången (trunk guide på engelska). De gjordes i ett stycke från en bit 30 mm automatstål.

Bild 13: Kolvstångsstyrningen svarvad och fräst.
Jag väntar dock med att märka ut och borra hålen för fastsäöttning i cylindern till fler delar är klara.
Dessutom blev portarna för ångan utmätta och urfrästa i cylindern.

Bild 14: Ångportarna i cylindern.
Den ensamma runda porten till vänster är utloppsporten som kommer att få ett "avloppsrör" så småningom. Den går till den stora porten i mitten av slidstycket. Den smalare övre och undre porten är tilloppsportar till övre respektive nedre ändan av cylindern. Via dem så kommer antingen ny ånga in till cylindern, eller så kommer använd ånga ut den vägen och leds via slidstycket till den stora utloppsporten i mitten.
På bilden nedan ser vi de blyertsmarkeringar jag gjort för att märka ut vinkeln för de borrade hål en mellan cylinderinloppen och portarna i slidstycket.

Bild 15: Utmärkning av vinkel för ånghålen till cylinderinloppen.
Det var allt lite spännande att fräsa ut porthålen. Det mittersta är 3mm brett och de två yttre är bara 1,5 mm breda. Det gick dock bra utan att bryta pinnfräsen men jag var väldigt försiktig för säkerhets skull.
2012-11-04
Så var det dags att ge sig på de små kanalerna/hålen för ångan från de smaå portarna till vardera ändan på cylinderloppet. Jag hade både läst och funderat en del på hur jag skulle sätta upp det hela och som jag kom fram till det så blev det som följer.
Först klämde jag fast cylindern i mitt minsta maskinskruvstycke med ett litet mellanlägg för att vara säker på att det låg platt mot backarna med slidytan.

Bild 16: Cylindern fastspänd i det lilla maskinskruvstycket.
Därefter spände jag fast det lilla mskinskruvstycket i det stora som redan är monterat på fräsbordet. Jag lutade det lilla i den vinkel som jag skissat med blyerts på cylinderns sida redan innan. För att få det rätt satte jag ett 2 mm borr bakvänt i min lilla spännhylschuck bara för att ha någon att måtta efter.

Bild 17: Inmåttning av lutningen på de blivande ånghålen.
När det stämde så bytte jag borret mot en 2 mm pinnfräs. Jag fräste först ut en yta som var ca 3 mm lång och något mer än 2 mm bred precis i kanten av cylinderloppet. Det gör att det bildas en liten öppning som släpper in ångan i cylindern precis i ändan ovanför/under kolven. När ytan var klar så placerade jag fräsen något innanför ena kortsidan och borrade med fräsen så långt jag kunde. Det för att ge det efterföljande borret en bra styrning.

Bild 18: Borrning av ånghål på gång.
Jag borrade enkelt genom de redan gjorda hålen och kunde relativt enkelt känna när jag bröt igenom in i den redan utfrästa inloppsporten. Därefter samma procedure med andra hålet på samma sida och därefter samma procedur med de båda hålen på andra ändan av cylindern.
När borrningen var klar satte jag upp cylindern i det stora skruvstycket igen för att renfräsa inloppsportarna.
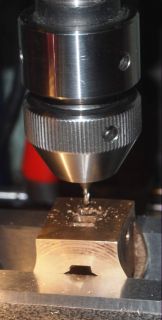
Bild 19: Portarna renfräses.
Det hela lyckades och på båda sidor så kommer de två 2 mm ånghålen ut i respektive inloppsport, alltså succé!
Det som återstår på cylindern är nu att avsluta och göra rent och snyggt för att kunna märka ut och borra hålen för gavlarna. Men innan dess ska den undre gaveln få sin slutgiltiga form genom lite filande.
2012-11-08
Lite till gjort på den mutter som används till packboxen vid kolvstången. En liten rackare i mässing som dessutom ska ha sex spår kring sin omkrets för att dra åt den.
Började med att svarva fram den ur en bit mässingsstång och gänga med en typisk model engineering-gänga 1/4"x40. Därefter stack jag av den från stången. Det visade sig dock att jag stack av för kort bit så jag kom inte åt att fräsa spåren tvärs mutterns axel utan fick göra dem axiellt istället. Satte upp muttern i min sexkantiga spännhylshållare i fräsen. Det ser ut ungefär så här.

Bild 20: Muttern till kolvstångens packbox uppsatt för fräsning.
Det hela gick bra, men det var riktigt trångt mellan fräsen som är kort och den gängade delen av muttern. Så trångt att det blev några små märken där fräsens grova del av skaftet tog i.

Bild 21: Fräsning pågår.
Nåväl, det hela fungerade utan att fräsen gick av, så nu är det bara lite avslutningsjobb kvar på muttern och sedan är det dags för kolv, kolvstång, och kolvstångsguide.
Fortsättning Följer ...
Eftersom det här är en bygglogg så kommer innehållet att uppdateras efter hand som arbetet framskrider.
