|

Dear foreign reader, my web pages are written in Swedish as it is my native language. To read them in another language I recommend using Google Translate which I hope will provide a readable version. |
Projekt - Stiftklove typ 1
Att hålla ett tunt litet arbetsstycke mellan fingrarna blir inte lättare med åren. Då passar det bra med en enkel liten stiftklove. Den är dessutom såpass enkel att den går att göra själv men det underlättar mycket om man har tillgång till en svarv.
Jag utgick från en bit 15x15 mm automatstålsstång jag köpt från Ironbill. Med en enkel skiss och min C3-svarv skred jag till verket. Modellen är väl bekant och skissen ser ut som nedan. Kloven har här handtag och "gap" gjorda ur ett stycke, men det finns en typ 2 där gapet är stål och handtaget är av trä istället. Här valde jag helstålsvarianten av skäl som blir uppenbara längre fram.
Jag använde mig av min självcentrerande 4-vackschuck för att hålla den fyrkantiga stången. Det går lika bra med en vanlig fyrbackschuck, men då tar det lite längre tid att får stångbiten centrerad. Har man ingen fyrbackschuck alls så får man först göra en hylsa, såga genom den en gå¨ng för att skapa en spännhylsa och sedan kan man sätta det hela i en vanlig 3-backschuck. Se hylsprincipen nedan.

Bild 1: Fyrkantig stång i hylsa för fäste i 3-backschuck.
Stiftkloven är enkel att tillverka men tillgång till en svarv underlättar stort. Vi behöver också en bit 15x15 automatstålsstång som jag köpt från Ironbill, samt en skruv med bricka och en vingmutter. Skissen till stiftkloven ser ut som följer.
[bild 01]
Bild 1: Skiss till stiftklove.
Till verket. Först sågar vi till en bit 15x15 mm automatstålsstång på strax över 130 mm långd. Därefter sätter vi stångbiten i chucken. I min chuck kan jag trä in den så långt att jag håller den ungefär på mitten till att börja med. Det första som ska göras är att göra ett starthål med en dubbhålsborr i änden. Jag använde ett 2/5 mm borr för det. Därefter bytte jag till ett extra långt borr med 3 mm diameter.

Bild 2: Redo för långhålsborrning.
Det här hålet är såpass djupt, strax över 90 mm, så borrningen ska ta lång tid och gå lugnt tillväga. Ta ofta ut borren för att rensa spånor. Vi vill inte ha ett avbrutet borr 5 cm in i stången! Jag valde att borra runt 1,5 mm i taget mellan rensningsutdragen. Då var jag säker på att inte "köra fast" s a s. I bilden nedan ser vi att jag kommit ca 95 mm in i stången och borrningen är klar.
Varför så långt hål då? Jo, det ska gå genom hela handtaget och tillåter då att man kan arbeta med så långa bitar att man bara håller fast dem i yttersta ändan. Mycket praktiskt.
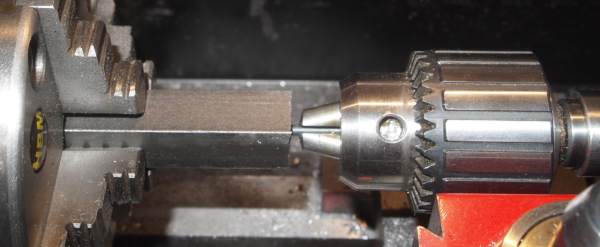
Bild 3: Hålet klart, 90 mm djupt.
Hålet som är 3 mm ökade jag i nästa steg till 4 mm för att ha gott om plats i handtaget. När så hålet är helt klart så passade jag på att plana av änden inför kommande steg.
Bild 4: Änden planas av.
Nästa steg blir att svarva bort fyrkanten på stången över en 90 mm lång del så att resultatet blir en 12 mm dia rundstång. Dett blir grunden till själva skaftet. Hela tiden håller jag stången i den fortfarande fyrkantiga delen i chucken.

Bild 5: Numera rund och nersvarvad till 12 mm dia för lettring.
När det är gjort så plockade jag fram lettringstrissorna och gjorde ett bättre fingergrepp närmast tångdelen. När jag var nöjd med lettringen så svarvade jag ner resten av skaftet till 10 mm för att passa till mitt instrumentskruvstycke.

Bild 6: Handtaget klart.
Med detta är skaftet klart och vi kan byta till själva tångdelen. Den är fortfarande 15x15 mm i fyrkant, och det ändrade jag till 15x12 mm, d v s jag smalade av tången en aning. Därefter märkte jag ut för de båda ändhålen i tångdelen. Märkningen görs så att hålen ger tillräcklig spänst men ändå stabilitet. Jag valde att borra 12 mm hål vilket gör att kvar blir det 2,5 mm på var sida vilket känns lagom. Placera hålen så som visas på skissen.
Nu har jag tillgång till en liten fräs också så jobbet att fräsa ut hålet gick väldigt enkelt. Finns ingen fräs tillgänglig så kan man istället borra flera hål bredvid varandra och sedan relativt enkelt fila ut det som dörutöver ska bort. Det tar bara lite längre tid men blir lika bra på slutet

Bild 7: "Nypan" urfräst.
Efter att hålet blivit klart och alla vassa kanter brutits (blivit avfilade) så ser kloven ut som följer.

Bild 8: All maskinbearbetning klar.
Nu märker vi ut för klämskruven, en vanlig M5-skruv vars huvud setts till så att det inte stcker utanför kanterna. Hålet för skruven är något över 5 mm för säkerhets skull. Nu borras ett hål tvärs igenom skruven så att en 2 mm tråd kan träs genom skruven och genom handtaget. Sista hålet borras med ett 1,5 mm borr genom den fyrkantiga änden som ska bli tångdelens knipyta. Det ger ett vertikalt spår när sedan knipytan delats med en såg.
Till slut ska bara ytterändan alltså sågas igenom för att bli tångedelens båda käftar. Såga med en fintandad liten metallsåg, eller sätt upp en slitsfräs i fräsen och såga med den.
Resultatet blir en stycken väl fungerande stiftklove som gör det mycket bekvämare att arbeta med småprylar framgent.

Bild 9: Den färdiga stiftkloven.
Jag gjorde den här så att jag också ska kunna sätta fast den i mitt instrumentskruvstycke för att på så sätt få till en tredje hjälpande hand när så behövs

Bild 10: Fastsatt i instrumentskruvstycket.
Till sist ser vi den färdiga kloven sittande i mitt instrumentskruvstycke.
Hoppas detta gav lite ideer.
/Peter
|